FRAMGÅNGSRIK CASE
Projektplats: Tyskland
Project tid: 2012
Kundens huvudprodukter: Slut sats gummi (gummitätningar), en av de största pipe tätningstillverkarna i Europa
Xinda maskin: 3-flight Co-knådare SJW-200
Införande av projektet
1. Under 2011 kunden diskuterade nya tillverkningsprocessen av sina produkter med Xinda, och båda parter bestämmer att samarbeta i FoU Under denna period justeras de tillverkningsprocessen i Xinda laboratorium för många gånger och tog det tillbaka till Tyskland för upprepade tester. Den slutliga kvalitetsprodukt översteg originalet.
2.In 2012, the customer purchased xinda co-kneader SJW-200 to produce final batch rubber for rubber seal products, changing the processing technology of traditional banbury kneaders and milling rollers, which greatly improved the stability of product performance. At the same time, high degree of automation of Co-kneader improved the workshop production environment. The capacity per unit compounding line can reach 10,000 tons/year.
Kundens Feedback och översyn
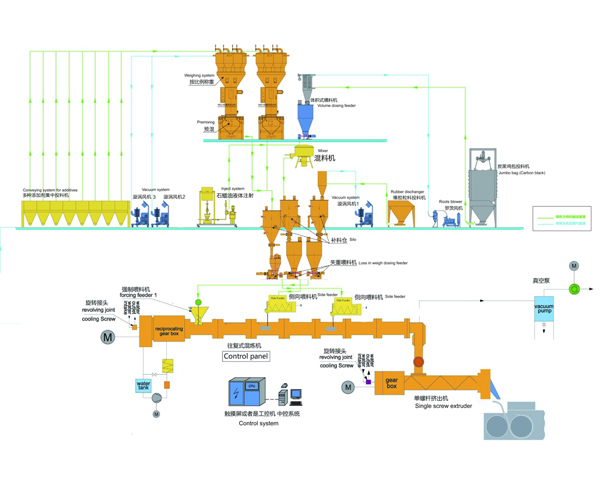
1. Låg skjuvning och hög dispersion är den unika egenskapen av Co-knådare. Råvaror, såsom gummipartiklar, kolsvart, vit olja, gummi accelerator och härdare och så vidare, anger i sin tur på den fram- och återgående maskin i sektioner, med korrekt materialtemperaturkontroll, tillräcklig dispersion och blandning, utmärkt produkt prestanda och god produkthomogenitet och stabilitet.
2. grad av automatisering av Co-knådare i produktionen är extremt hög. Råmaterial kan indelas i grupper och doseras i sektioner genom gravimetrisk matningssystem. Gummipartiklarna, kimrök, vit olja, och vulkaniseringsmedel matas i en sluten sätt. Så verkstaden produktionsmiljön är helt ren.
3.Three-flight Co-knådare SJW-200 har hög produktionskapacitet och låg energiförbrukning. Jämfört med den traditionella inre raffinering plus öppen raffinering produktionsutrustning, är energiförbrukningen per ton minskas med 20% - 30%.
4. Den övre stegets fram- och återgående maskin antar en vikbar fat utformning, medan skruven hos det andra stegets pelletisering extruder kan separeras genom att dra tillbaka. Därför när formler ändra eller maskinen behöver underhåll, det kan snabbt öppnas och rengöras, vilket förkortar tiden för ombyggnad och underhåll.